Description
High-Purity Ammonium Hydrogen Carbonate
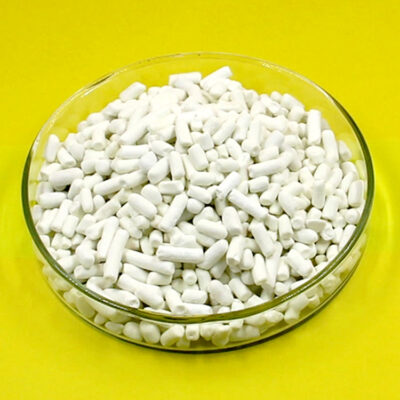
Ammonium Hydrogen Carbonate (NH₄HCO₃), commonly recognized as baker’s ammonia or ammonium bicarbonate, stands as one of the most versatile and reliable chemical compounds serving diverse industries worldwide. This white, crystalline powder with its characteristic ammonia-like odor delivers exceptional performance as a leavening agent in food production, buffering agent in chemical processes, and foaming agent in industrial applications. Available in premium purity grades of 98.5% and 99%, our ammonium hydrogen carbonate meets stringent quality standards for both food-grade and technical-grade applications.
The unique decomposition properties of ammonium hydrogen carbonate make it invaluable across multiple industries, particularly where clean, residue-free reactions are essential. Upon heating to temperatures between 36-60°C, the compound decomposes completely into carbon dioxide, water vapor, and ammonia gas, leaving no solid residues or unwanted taste compounds. This characteristic makes it ideal for food applications where product purity and sensory quality are paramount, as well as industrial processes requiring controlled gas generation and foaming effects.
Food processing facilities worldwide depend on ammonium hydrogen carbonate for producing high-quality baked goods, particularly dry products like biscuits, crackers, and traditional cookies where superior leavening performance is critical. The compound’s ability to provide excellent volume expansion while maintaining product texture and flavor integrity has made it the preferred choice for commercial bakeries and food manufacturers seeking consistent, reliable results in large-scale production operations.
Chemical and pharmaceutical industries utilize ammonium hydrogen carbonate’s buffering capabilities, nitrogen content, and controlled decomposition properties for specialized manufacturing processes. Its role as a pH regulator, laboratory reagent, and pharmaceutical excipient demonstrates the compound’s versatility and reliability across technically demanding applications. Research facilities and industrial manufacturers value its predictable chemical behavior and high purity levels for critical process applications.
The growing demand for clean-label ingredients and environmentally friendly chemical processes continues to drive increased adoption of ammonium hydrogen carbonate across diverse industrial sectors. Its natural decomposition products and absence of synthetic additives align with modern sustainability initiatives and consumer preferences for natural ingredients. Our commitment to quality excellence ensures consistent supply of premium-grade ammonium hydrogen carbonate that meets evolving industry requirements and regulatory standards.
Food Processing Applications and Commercial Baking Solutions
Ammonium hydrogen carbonate serves as the cornerstone leavening agent for traditional and commercial baking operations worldwide, where its unique decomposition characteristics provide superior product quality and manufacturing efficiency. Commercial bakeries utilize ammonium hydrogen carbonate for producing crisp biscuits, crackers, and cookies that require excellent volume expansion without residual alkalinity or off-flavors. The compound’s complete decomposition during baking ensures clean ingredient labels and consistent product quality that meets consumer expectations.
Traditional European baking recipes have relied on ammonium hydrogen carbonate for centuries, particularly in producing specialty cookies, lebkuchen, and regional baked goods where authentic texture and flavor are essential. Modern commercial applications expand beyond traditional uses to include large-scale cracker production, industrial cookie manufacturing, and specialized baked goods where precise leavening control is critical for product consistency and quality assurance.
Food manufacturers appreciate ammonium hydrogen carbonate’s predictable performance characteristics and compatibility with automated production systems. Its free-flowing powder form integrates easily into existing mixing equipment and ingredient handling systems, while its controlled decomposition temperature ensures consistent leavening performance across varying production conditions. Quality control systems monitor moisture content and decomposition temperature to maintain optimal product performance throughout storage and processing.
The clean-label movement in food manufacturing has increased demand for natural leavening agents like ammonium hydrogen carbonate that decompose completely without leaving chemical residues. Food processors value its ability to provide excellent leavening performance while supporting clean ingredient declarations and natural product positioning. Regulatory compliance for food-grade applications requires careful attention to purity specifications and analytical testing protocols.
Pharmaceutical Manufacturing and Healthcare Applications
Pharmaceutical manufacturers utilize ammonium hydrogen carbonate as an excipient and active ingredient in various therapeutic formulations, particularly expectorant medications and cough preparations where its ammonia-releasing properties provide therapeutic benefits. The compound’s ability to act as a mild expectorant makes it valuable in respiratory medications designed to facilitate mucus clearance and improve breathing comfort. Pharmaceutical quality standards require exceptional purity levels and rigorous analytical testing to ensure patient safety and therapeutic efficacy.
Tablet manufacturing operations employ ammonium hydrogen carbonate as a disintegrating agent and pH modifier in solid dosage forms where controlled decomposition enhances drug dissolution and bioavailability. The compound’s buffering capacity helps maintain optimal pH conditions during tablet formation and storage, contributing to pharmaceutical stability and shelf life extension. Quality assurance protocols ensure compliance with pharmacopeial standards and regulatory requirements for pharmaceutical applications.
Chemical Processing and Industrial Manufacturing
Industrial chemical processes utilize ammonium hydrogen carbonate’s foaming properties, nitrogen content, and controlled decomposition characteristics for specialized manufacturing applications. Plastic and rubber industries employ the compound as a blowing agent for creating cellular structures in foam products, insulation materials, and lightweight composites. The clean decomposition products eliminate concerns about residual blowing agent contamination in finished products.
Fertilizer manufacturing incorporates ammonium hydrogen carbonate as a nitrogen source in specialty fertilizer formulations where controlled nutrient release and environmental compatibility are important. The compound’s water solubility and decomposition properties enable precise nutrient delivery while minimizing environmental impact compared to synthetic nitrogen sources. Agricultural applications benefit from its natural origin and compatibility with organic farming practices.
Ceramic and glass manufacturing processes utilize ammonium hydrogen carbonate as a pore-forming agent in producing lightweight ceramics, refractory materials, and specialized glass products. The compound’s controlled gas generation creates uniform cellular structures while its complete decomposition eliminates residual organic content that could affect final product properties. Technical applications require careful control of decomposition conditions to achieve desired porosity and structural characteristics.
Laboratory Research and Analytical Applications
Research laboratories worldwide depend on high-purity ammonium hydrogen carbonate for analytical procedures, buffer preparation, and specialized chemical synthesis applications. Its predictable pH buffering capacity makes it valuable for maintaining optimal reaction conditions in biochemical assays, enzymatic reactions, and analytical procedures requiring precise pH control. Laboratory-grade specifications ensure minimal impurities that could interfere with sensitive analytical measurements.
Environmental testing laboratories utilize ammonium hydrogen carbonate in sample preparation procedures for analyzing soil, water, and air samples where controlled pH adjustment is necessary for accurate measurements. The compound’s clean decomposition properties eliminate interference in analytical instrumentation while its buffering capacity maintains sample stability during analysis procedures. Quality control laboratories depend on its consistent performance for calibration standards and reference materials.
Product Specifications and Quality Standards
Our ammonium hydrogen carbonate consistently meets international quality standards through comprehensive manufacturing controls and analytical testing procedures. Food-grade products comply with FDA, EU, and other international food safety regulations, while technical-grade materials meet industrial specifications for chemical purity and performance characteristics. Each production batch undergoes detailed analytical testing to verify purity levels, decomposition temperature, moisture content, and trace element composition.
Product Specifications
| Property | Specification |
|---|---|
| Chemical Name | Ammonium Hydrogen Carbonate |
| Common Names | Baker’s Ammonia, Ammonium Bicarbonate |
| Chemical Formula | NH₄HCO₃ |
| CAS Number | 1066-33-7 |
| Purity Options | 98.5%, 99.0% |
| Appearance | White crystalline powder |
| Odor | Characteristic ammonia-like |
| Solubility | Highly soluble in water |
| Decomposition Temperature | 36-60°C |
| pH (1% solution) | ~7.8 |
| Moisture Content | <0.2% |
| Bulk Density | 0.8-1.0 g/cm³ |
| Packaging Options | 25 kg bags, 50 kg bags, jumbo bags |
| Food Grade Compliance | FDA approved, EU food additive E503 |
| Storage Requirements | Cool, dry, sealed containers |
| Shelf Life | 2 years under proper storage conditions |
Safety Protocols and Storage Requirements
Ammonium hydrogen carbonate requires appropriate handling and storage procedures to maintain product quality and ensure worker safety. The compound’s sensitivity to heat and moisture necessitates storage in cool, dry environments with adequate ventilation to prevent ammonia accumulation. Personnel handling ammonium hydrogen carbonate should utilize appropriate personal protective equipment including dust masks, safety glasses, and gloves to prevent inhalation and skin contact.
Storage facilities must maintain temperature control below 25°C and relative humidity below 65% to prevent premature decomposition and maintain product stability. Packaging materials should provide adequate moisture barrier properties while allowing for pressure relief in case of slight decomposition. Regular inventory rotation ensures product freshness and optimal performance characteristics for critical applications.
Emergency response procedures should address potential ammonia exposure incidents and provide appropriate first aid measures. Ventilation systems in storage and handling areas must maintain adequate air circulation to prevent ammonia accumulation. Spill response procedures utilize appropriate cleanup materials and neutralization techniques to safely manage accidental releases while protecting personnel and environmental safety.
Advanced Manufacturing Processes and Quality Assurance Systems
Modern production facilities employ sophisticated quality management systems incorporating real-time monitoring, statistical process control, and predictive analytics to ensure consistent ammonium hydrogen carbonate quality and performance. Advanced analytical instrumentation verifies chemical purity, particle size distribution, and decomposition characteristics for each production batch. Customer technical support services provide application guidance, process optimization recommendations, and troubleshooting assistance for complex manufacturing applications.
Research and development programs focus on developing enhanced ammonium hydrogen carbonate formulations optimized for emerging applications and evolving regulatory requirements. Collaborative initiatives with customers and research institutions drive innovation in leavening technology, pharmaceutical applications, and sustainable manufacturing processes. Technical expertise and analytical capabilities support custom product development for specialized applications requiring unique performance characteristics.
Environmental sustainability programs ensure responsible manufacturing practices and compliance with environmental regulations while maintaining product quality and performance standards. Energy efficiency improvements, waste reduction initiatives, and sustainable packaging solutions demonstrate commitment to environmental stewardship. Regular environmental audits and compliance monitoring ensure continued adherence to regulatory requirements and corporate sustainability goals.