Description
Premium Soda Ash Dense Sodium Carbonate for Industrial Applications
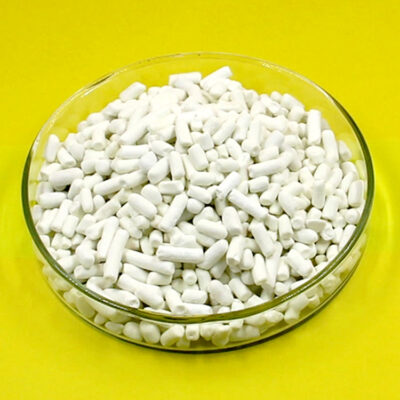
Soda Ash Dense (Sodium Carbonate, Na₂CO₃) is a white, granular or powdered alkali valued for its high purity, low moisture content, and excellent flow properties. Produced via the Solvay or natural trona process, it maintains tight specifications essential for glass production, detergent manufacture, chemical synthesis, and water treatment. With consistent bulk density and low chloride levels, Soda Ash Dense supports optimal process performance and cost-efficiency across industries. For comprehensive information on soda ash applications in glass manufacturing, refer to this detailed guide on glass production processes by Essential Chemical Industry. Our alkali chemical solutions provide complete industrial processing support for diverse applications.
Industrial Grade Soda Ash Dense Specifications & Properties
| Property | Specification |
|---|---|
| Chemical Formula | Na₂CO₃ |
| CAS Number | 497-19-8 |
| HS Code | 2836.20.00 |
| Appearance | White to off-white granular powder |
| Purity (Na₂CO₃) | ≥ 99.0% (Technical), ≥ 99.2% (Industrial), ≥ 99.5% (Food-grade) |
| Moisture Content | ≤ 1.0% |
| Sodium Chloride (as NaCl) | ≤ 0.3% |
| Iron (Fe) | ≤ 50 ppm |
| pH (1% Solution) | 11.4 – 11.8 |
| Solubility | 22 g/100 mL water at 20 °C |
| Bulk Density | 900 – 1,050 kg/m³ |
| Packaging Options | 25 kg bags, 50 kg bags, 1,000 kg jumbo/bulk containers |
Glass Manufacturing & Industrial Processing
✅ Glass Production Applications
- Primary fluxing reagent in soda-lime-silica glass manufacturing
- Controls viscosity and thermal properties during glass formation
- Ensures clarity and consistency in flat and container glass production
- Essential component in specialty glass formulations
✅ Chemical Processing Operations
- pH regulation and buffering in chemical synthesis reactions
- Base material for sodium bicarbonate and other sodium salts
- Precise reagent in industrial chemical manufacturing processes
Detergent Production & Water Treatment Solutions
✅ Detergent & Soap Manufacturing
- Alkali for saponification and cleaning performance enhancement
- Builder agent improving water hardness tolerance in formulations
- Used in household and industrial-grade cleaning products
✅ Water Treatment Applications
- Softening hard water by precipitating calcium and magnesium ions
- pH adjustment in municipal and industrial water systems
- Used in boiler water treatment and cooling tower operations
For detailed technical information on soda ash water treatment applications, this comprehensive resource on water treatment chemistry provides essential insights into pH control and water softening processes. Explore our water treatment chemical range for complete water processing solutions.
Food Grade & Specialty Applications
✅ Food & Beverage Processing (Food-Grade)
- Regulates acidity and enhances texture in baking applications
- Food additive (E500ii) in baking powders and food processing
- Water treatment for food-grade equipment and processes
✅ Specialized Industrial Uses
- Used in pulp & paper processing as a pulping agent
- Utilized in textile dye fixation and printing operations
- Employed in oil & gas drilling and waste management
Key Performance Benefits of Soda Ash Dense
✔ High Purity & Low Impurities – Ensures consistent process results and high product quality
✔ Uniform Granularity Properties – Improves handling, storage, and processing efficiency
✔ Excellent Flow Properties – Reduces dust and supports bulk automated systems
✔ Versatile Grade Options – Suitable for glass, chemical, detergent, and food-grade requirements
✔ Cost-effective Supply Chain – Reliable, large-scale sourcing with logistical flexibility
✔ Regulatory Compliance Standards – Meets global industrial and food-grade specifications
Available Grades & Quality Standards
Technical Grade Applications
- For industrial processing and pH regulation systems
- Standard purity ≥ 99.0% for general industrial use
Industrial Grade Specifications
- For glass, detergent, and fiber industries
- Enhanced purity ≥ 99.2% for critical applications
Food Grade (E500ii) Standards
- Meets food safety standards for additive applications
- Premium purity ≥ 99.5% with microbiological testing
Storage & Handling Safety Guidelines
Storage Requirements
- Store in cool, dry, ventilated warehouses below 40°C
- Avoid exposure to moisture—product is hygroscopic
- Maintain proper storage conditions for 2-year shelf life
Handling Precautions
- Use standard PPE: gloves, goggles, and dust masks
- Handle in dusty conditions with proper ventilation
- Follow safety protocols for alkali chemical handling
Quality Control & Testing Procedures
Chemical Analysis Methods
- Purity & moisture content by gravimetric methods
- Chloride & iron content via titration and atomic absorption
- Granule size & bulk density for handling consistency
- pH and solubility testing to ensure process suitability
Food-Grade Quality Assurance
- Microbiological testing and food safety screening
- WHO & FDA standards compliance verification
Packaging Options & Global Supply Chain
Standard Packaging Solutions
- 25 kg polypropylene bags – Ideal for resellers and small-scale operations
- 50 kg bags – Standard for industrial usage requirements
- 1,000 kg jumbo bags/bulk containers – For large-scale manufacturers
- Custom packaging available – Bag liners, labels, and moisture-proof options
International Logistics Network
- UN-compliant logistics for safe and timely delivery
- Global shipping services to South Africa, SADC & export markets
- Climate-controlled warehousing and distribution
Technical Support & Compliance Services
Process Optimization Support
- Application guidelines for glass batch formulation
- Water softening dosage recommendation and optimization
- Detergent formulation support and technical assistance
Training Services Available
- Safe handling and storage protocols training
- Bulk material handling training programs
- Quality control procedures and implementation
Regulatory Compliance Standards
- ISO 9001 manufacturing systems certification
- REACH and GHS compliant labeling and documentation
- GB/T, EN, and other national standards for industrial use
Why Choose Our Premium Soda Ash Dense
✔ Proven Purity and Integrity — Consistently meets industrial and food-grade requirements
✔ Reliable Industrial Supply — High-volume inventory with seamless logistics
✔ Cost Advantage — Competitive pricing from primary sourcing
✔ Extensive Technical Support — Assistance with integration into your processes
✔ Global Compliance — Documentation included—SDS, COA, GHS labels
✔ Sustainable Practices — Eco-conscious sourcing and packaging options